
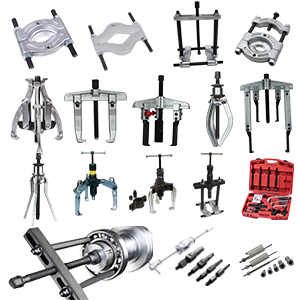
Bearing Puller
Automotive Tools
- Wheel Bearing Removal Tool
- Ball Joint Separator
- Brake Caliper Tool
- Oil Filter Wrench
- Coil Spring Compressor
- Injector Puller
- Bush Tool
- Altermator Puller Puller
- Engine Timing Tools
- Clutch Alignment Tool
- Engine Compression Tester
- Engine Repair Tools
- Injector Seat Cutter
- Mechanic Creeper
- Oil Drain Plug Key Tool
- Fluid Oil Extractor
- Brake Bleeder
- Fuel Tank Wrench
- Wiper Arm Puller
- Motorcycle Chain Breaker

Truck Repair Tools
Mechanic Tools
Plastic Auto Tools



Types of Metal Finishing-DNT Tools technic
金属表面处理的类型
电镀
金属电镀使用化学浴用薄金属层(如锌,镍,镉或铬)涂覆或改变基板表面。电镀方法产生电流涂覆基板,而化学镀采用自催化工艺,其中基板催化反应。
金属电镀可以提高产品的耐用性,耐腐蚀性,表面摩擦和外观。在镀锌金属的情况下,镀锌用作牺牲阳极,本身腐蚀,同时保护底层基板的完整性。
脱毛是一种用于用耐腐蚀的锌铁合金涂覆小型钢部件(如螺栓和垫圈)的工艺。零件在含有锌粉的加热滚筒中翻滚,产生高度耐腐蚀的表面处理。
刷洗/清洁
与电镀不同,用刷子进行金属表面处理是去除表面缺陷的有效方法。这些精加工机可创建均匀、平行的颗粒表面纹理,以平滑产品的外观。通常采用砂带或钢丝刷来达到这种效果。此外,皮带或刷子的单一方向可以产生垂直于颗粒的略微圆润的边缘。
此外,钢丝刷用于去除某些焊接操作产生的炉渣,并在清洁之前去除金属表面的水垢和砂砾。
化学浴和酸浴用于在电镀或涂层之前清洁加工,成型和其他过程中残留的油残留物。
抛光/抛光/珩磨/研磨
这些磨料方法用于降低加工后金属的表面粗糙度。粗糙度以微英寸为单位进行测量,采用最严格的加工工艺(铰孔,拉削),产生16-125 μ的表面光洁度。使用砂轮或安装点,精密或精细磨削(见下文)可以将表面粗糙度降低到8-16 μ。除此之外,研磨粉与皮革或毛毡轮结合使用,以根据需要抛光(1-32 μ英寸)和抛光(0.5-16 μ英寸)。珩磨和研磨使用研磨化合物,通过相互摩擦(例如研磨的发动机气门)或通过空心(例如珩磨的气缸)运行配合形状来改善配合部件的表面粗糙度。
金属抛光可以手动完成,也可以通过自动机器人金属抛光完成。降低表面粗糙度的过程也会增加金属的光泽,因为反射光从较光滑的表面散射较少
研磨
磨床使用砂轮来平滑表面。
许多种类的手动研磨机用于金属去除,炉渣清洁等。
振动精加工
振动精加工机用于对产品进行去毛刺,去除锋利的边缘,浇口等。它们将零件放置在装满磨料颗粒的滚筒内,并施加滚揉振动以产生均匀的随机纹理。机器的循环速度和振动幅度通常是可变的,可以有效处理一系列小型到大型零件。
爆破
抛丸机械,如喷砂机,通常用于需要均匀哑光纹理的项目。喷砂工艺(也称为喷砂)迫使沙子、钢丸、金属颗粒或其他磨料高速流到基材上。这导致光滑,干净的产品质地,特别是在软金属中。
抛丸强化是一种爆破方法,用于在金属表面施加压应力,以提高抗疲劳性,耐应力腐蚀开裂性,抗微动性等。冷加工过程将压应力施加到表面,作为抵消制造过程中引起的拉伸应力的一种方式。抛光是另一种冷加工表面改性方法,用于施加抗疲劳的压应力。
热处理
许多金属制造操作中的一个重要步骤是热处理,热处理用于在达到成品形状后获得材料中所需的特性。例如,齿轮切割后,它们通常通过感应或火焰加热过程硬化,以增加齿表面的耐磨性,同时提高下层齿的强度。淬火通常采用淬火操作,这是改变金属晶粒结构的关键步骤。例如,在挂锁的桎锁上使用表面硬化来生产抵抗机械攻击的外壳。热处理也用于消除制造过程中留下的任何残余应力。渗氮是另一种表面硬化工艺,可以在钢的转化温度以下完成,无需淬火和可能导致的任何零件变形。
衣
许多金属制造操作中的一个重要步骤是热处理,热处理用于在达到成品形状后获得材料中所需的特性。例如,齿轮切割后,它们通常通过感应或火焰加热过程硬化,以增加齿表面的耐磨性,同时提高下层齿的强度。淬火通常采用淬火操作,这是改变金属晶粒结构的关键步骤。例如,在挂锁的桎锁上使用表面硬化来生产抵抗机械攻击的外壳。热处理也用于消除制造过程中留下的任何残余应力。渗氮是另一种表面硬化工艺,可以在钢的转化温度以下完成,无需淬火和可能导致的任何零件变形。
热发黑
热发黑机在产品表面涂上一层薄薄的黑色氧化物,以产生具有高耐磨性的哑光黑色表面。这是一种高温热精加工工艺,其中将产品插入一系列含有清洁剂,腐蚀剂和冷却剂的储罐中。热发黑最常用于汽车零件、工具和枪支的生产。蓝化是黑色氧化物涂层的一个子集,用于保护钢免受腐蚀。


Are you looking for a reliable manufacturer of Automotive Tools&Hand Tools?
We can quickly provide customers with market analysis, technical support and customized services.
- Ningbo Dongning Tools Co.,Ltd
- Professional Chinese Tools manufacturer on hand tools& automotive tools
- Address
- No.6 Falan Rd,Hengjie Town,Ningbo City,Zhejiang,China
- Phone
- 86-574-88298696 / 86-574-87070383
- info@nbdntools.com
subscription